Part 1 of 12 (published 2/19/26)
Summary
This is Part 1 of a twelve (12) part series regarding CO₂ Composite Spray Technology and how it represents a transformational adjunct for laser-based manufacturing—from post-laser cleanup to integrated contamination control to real-time process optimization.
Laser-based welding, cutting, machining, and additive manufacturing enable high-precision production but routinely generate complex surface contamination—including metallic and non-metallic particulates, oxide scales, carbonaceous residues, and entrapped gases—that degrade surface integrity, dimensional control, and downstream joining, coating, sealing, and biocompatibility requirements.[1][2] Traditional post-process cleaning often requires water-based or solvent chemistries that introduce waste streams, drying delays, and environmental compliance burdens.[7]
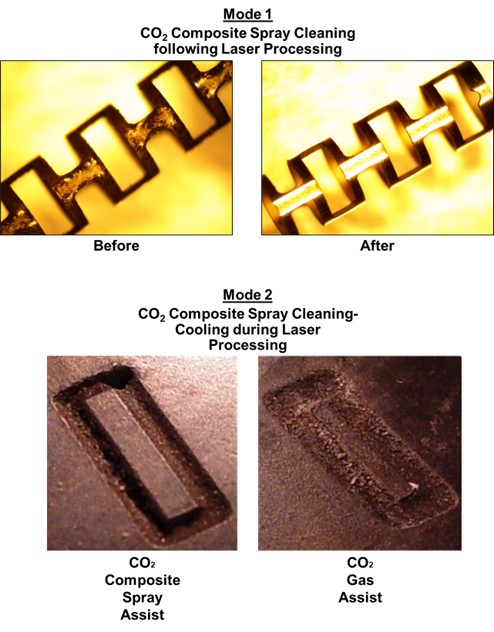
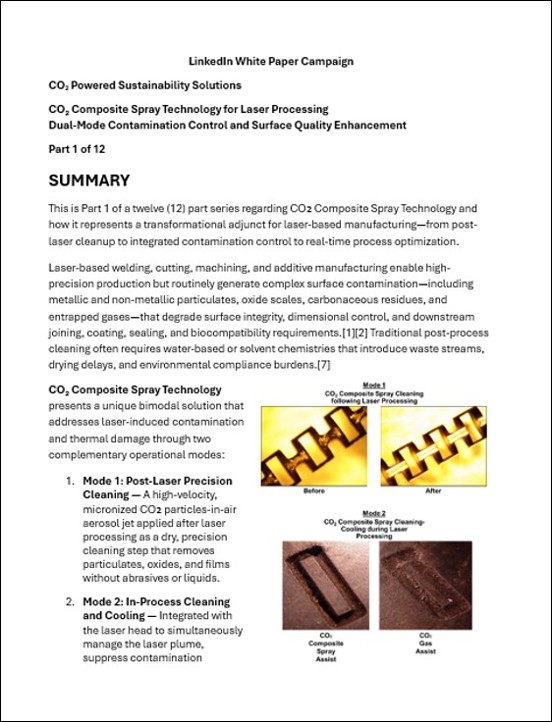
CO₂ Composite Spray Technology presents a unique bimodal solution that addresses laser-induced contamination and thermal damage through two complementary operational modes:
- Mode 1: Post-Laser Precision Cleaning — A high-velocity, micronized CO₂ particles-in-air aerosol jet applied after laser processing as a dry, precision cleaning step that removes particulates, oxides, and films without abrasives or liquids.
- Mode 2: In-Process Cleaning and Cooling — Integrated with the laser head to simultaneously manage the laser plume, suppress contamination formation, clean, and cool adjacent surfaces during active laser operation, improving both surface quality and dimensional control in real time.
Recent polymer machining studies demonstrate the efficacy of this dual-mode approach: CO₂ Composite Spray at ~80 psi applied during 940 nm diode laser machining of fluorosilicone rubber (FSR), butyl rubber (NBR), and polyethylene (PE) yielded superior hole concentricity, kerf definition, and a reported 100–140% reduction in kerf diameter relative to CO2 gas-assisted baseline conditions.[9] Surfaces showed reduced charring, fewer heat-affected artifacts, and cleaner edges across all polymer types, confirming simultaneous reductions in contamination and improved thermal process control.
When extended to metal welding, cutting, and additive manufacturing, CO₂ Composite Spray reduces rework and scrap, eliminates dependencies on chemical and water-based cleaning, supports real-time quality feedback, and enables manufacturers to align with sustainability and circular-economy commitments through CO₂-powered process integration.
Keywords: laser processing, surface contamination, CO₂ cleaning, composite spray, contamination control, additive manufacturing, polymer machining, sustainable manufacturing.
Part 2 of 12 (published 2/26/26)
Overview of Laser Processing in Modern Manufacturing
Summary
This is Part 2 of a twelve (12) part series regarding CO₂ Composite Spray Technology and how it represents a transformational adjunct for laser-based manufacturing—from post-laser cleanup to integrated contamination control to real-time process optimization.
Overview of Laser Processing in Modern Manufacturing
Laser-based processes—including cutting, welding, drilling, surface structuring, powder-bed fusion, and micro-machining—are now foundational across transportation, aerospace, energy, medical device, electronics, and specialty manufacturing sectors.[2][5][8] These processes deliver high energy density and precision, enabling fine features, high-aspect-ratio structures, and reproducible geometry that mechanical or conventional thermal processes cannot match.
However, the fundamental strength of laser processing—intense localized heating and rapid material interactions—also creates conditions that can lead to surface contamination. The molten pool, vapor plume, and high-temperature interfaces generate particulates, oxides, and decomposed organic residues that can persist on finished surfaces and degrade downstream operations.[2][5]
The Business and Technical Drivers for Contamination Control
Surface cleanliness is increasingly recognized as a critical process parameter rather than a cosmetic concern. Residual contamination from laser operations affects:
- Coating adhesion and durability — Particulates and oxide scales prevent intimate contact between substrate and coating, reducing adhesion strength and promoting premature failure.[2][5]
- Bonding and joining integrity — Metallic bonds, brazing, and adhesive joining all require clean, oxide-free surfaces; laser-generated contaminants can cause weak interfaces and fatigue failures.[2]
- Sealing performance — In aerospace and automotive applications, contaminated surfaces prevent effective seal formation, compromising pressure integrity and component life.[2][7]
- Biocompatibility and corrosion resistance — Medical implants and stents must be particle- and oxide-free to ensure osseointegration, electrical performance, and long-term corrosion resistance; laser-generated residues can trigger inflammatory responses and accelerate degradation.[2][3][5]
- Electrical and optical performance — In electronics and photonics, micro-scale particulates and films degrade conductivity, signal and light transmission, and thermal management.[2][8]
Regulatory and customer specifications—particularly in the medical, aerospace, and semiconductor sectors—are tightening allowable contamination limits, prompting manufacturers to integrate contamination control into the laser process itself rather than relying solely on post hoc cleaning.[2][7]
Traditional Cleaning Approaches and Their Limitations
Most laser-based manufacturing operations address post-process contamination through:
- Aqueous ultrasonic cleaning — Effective but requires deionized water rinsing, drying, wastewater treatment and disposal, and secondary waste management; lengthy cycle times, non-selective, and risk of corrosion if rinsing and drying operations are incomplete.[7]
- Solvent wiping or vapor degreasing — Removes organic films but leaves particle residue; increasingly restricted due to VOC emissions and worker exposure concerns.[7]
- Abrasive blasting or brushing — Risks surface damage, particularly on soft metals and coatings; not suitable for delicate or micro-features.[7]
- Plasma cleaning — Capital-intensive, requires secondary gas supplies and is ineffective for particulate matter; not readily integrated into high-volume work cells.[7]
A dry, immediate, and selective in situ cleaning solution that also reduces contamination during laser processing would address these limitations and provide a competitive advantage in high-reliability, volume-sensitive applications.[1][7]
LASER-INDUCED SURFACE CONTAMINATION: TYPES AND ORIGINS
Classification of Laser-Induced Contaminants
Recent analysis of laser welding, cutting, and machining contamination profiles identifies five primary contaminant classes, each with distinct formation mechanisms and removal challenges:[2][5]
Metallic and Non-Metallic Particulates
- Process spatter and ejected droplets — Laser-induced vaporization and melting cause molten material to be expelled from the interaction zone at high velocity. Fine metallic droplets cool rapidly, solidify, and redeposit on nearby surfaces as hard, adherent spatter.[2][5]
- Micro- and nano-scale particles — Rapid solidification of vaporized material generates particles in the 0.1–10 μm range that remain suspended in the plume and gradually settle or are entrained in cooling flows, eventually adhering to substrate surfaces and adjacent tooling.[2][4][5]
- Non-metallic inclusions — In multi-phase or coated materials, residues from fillers, plating, and interlayer materials (including silicates, carbides, and polymeric binders) may be ejected and redeposited, compromising surface homogeneity.[2][5]
Oxide Layer Formation
- Surface oxidation at elevated temperature — When molten or heated metal surfaces are exposed to oxygen (from air or ineffective shielding), they rapidly form oxide scales: FeO, Fe₂O₃, Al₂O₃, Cr₂O₃, and analogues in alloys.[2][5]
- Oxide thickness and composition variation — Oxide growth depends strongly on alloy chemistry, peak temperature, cooling rate, and shielding gas effectiveness. Poorly shielded regions exhibit thick, brittle, discolored oxide films that alter surface wetting, hardness, and subsequent adhesion.[2][5]
- In polymers, carbonization and incomplete oxidation — High-temperature decomposition of polymers can yield carbonized residues and partially oxidized char layers that adhere tenaciously to edges and adjacent surfaces.[2][6][9]
Carbonaceous and Organic Residues
- Thermal decomposition of lubricants and coatings — Oils, greases, paint strippers, and other surface treatments decompose when exposed to laser heating, generating carbon films and soot that adhere to the workpiece and nearby surfaces.[2][5]
- Pyrolysis of polymer materials — In laser cutting or ablation of polymers, partial melting and incomplete vaporization generate cross-linked, tar-like residues that are difficult to remove without solvents.[2][6]
- Burning of organic fillers and fibers — In composite and reinforced polymer cutting, ablated fiber fragments and decomposed resin can create darkened, brittle regions along cut edges.[2][6]
Entrapped Gases and Porosity
- Gas bubble formation in melt pools — Hydrogen, nitrogen, and oxygen become trapped in resolidifying weld metal during keyhole welding, creating porosity and surface blisters that are stress concentration sites for fatigue and crack initiation.[2][4]
- Sealed gas pockets — In additive manufacturing (LPBF), incomplete degassing can leave sealed voids within or near the surface layer, compromising mechanical properties and biocompatibility.[2][3][4]
Multilayer and Composite Residues
- Adhesive and interlayer persistence — Laser cutting and welding of laminated structures, coated metals, and composite materials can leave adhesive, plating, or interlayer residues along cut edges and weld seams.[2][5]
- Differential ablation — Varying laser absorption and vaporization rates between adjacent materials can create residue boundaries and contamination pockets.[2][5]
Process-Specific Contamination Drivers
The severity and type of laser-induced contamination depend on several controllable and inherent factors:[2][4][5]
- Laser power and focus: Higher energy density increases vaporization and spatter; tighter focus narrows the contamination zone but increases thermal gradients.
- Assist gas flow and composition: Inert shielding (Ar, N₂) reduces oxidation but does not actively remove particles. Reactive assist gases (O₂, air) can intentionally accelerate oxidation for some materials but require careful control.
- Scan speed and interaction time: Slow speeds increase dwell time and thermal load, promoting oxide growth and pyrolysis; fast speeds reduce thermal damage but may increase spatter if energy density is not optimized.
- Material surface condition: Oils, coatings, and contaminants present before laser processing decompose under high heat, contributing to carbonaceous contamination in the plume.
- Wavelength and pulse characteristics: In polymers, UV and short-wavelength lasers tend to produce cleaner ablation with fewer pyrolytic residues; longer wavelengths and longer pulse durations increase thermal decomposition.[6]
These mechanisms underscore that post-laser cleaning alone is insufficient; an integrated approach that suppresses contamination formation while simultaneously removing incipient particles would offer superior results and process robustness.[1][2]ditive manufacturing, polymer machining, sustainable manufacturing.